









关注微信公众号

菜单

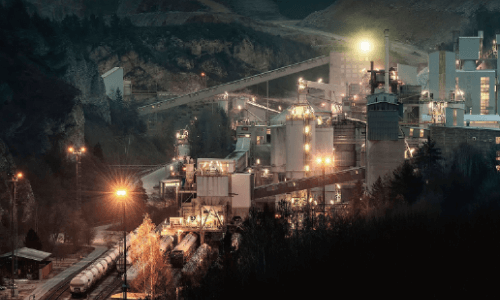
我国食品厂照明现状可概括为∶
1、厂房内原有照明灯具为金卤灯,光衰严重且损坏数量多,现场照度严重不足;
2、作业区面积大灯具数量众多,以大功率传统灯具为主,24小时满功率常开状态,能源浪费巨大;
3、传统灯具炫光比较厉害,对作业人员视力有较大影响,不利于安全生产;
4、传统灯具故障率高,经常要进行更换维护,浪费人力物力资源,影响效率,造成浪费。
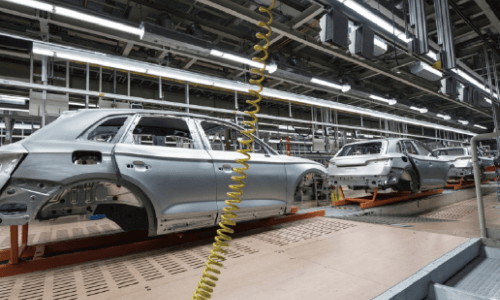
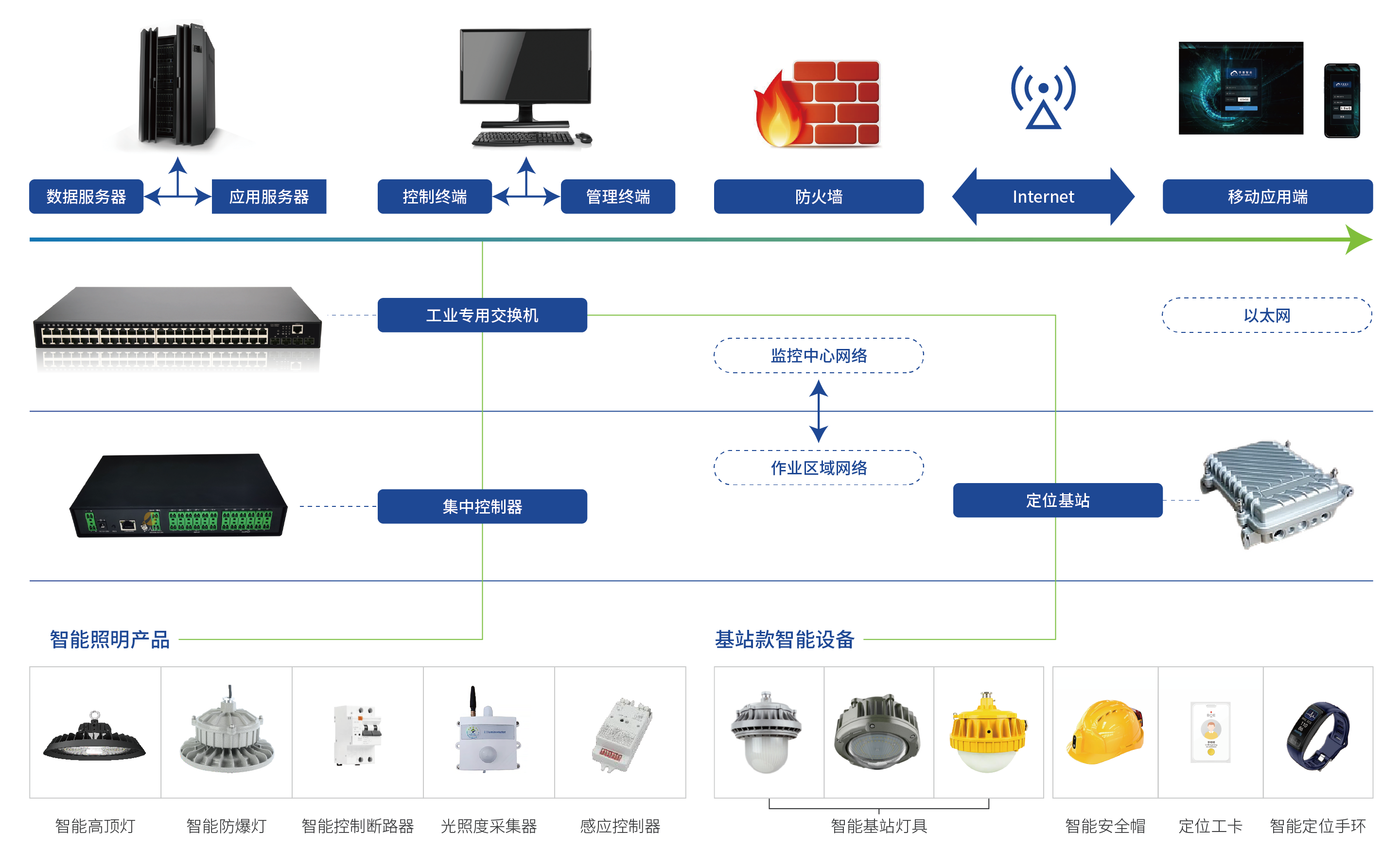
方案架构:
基于物联网智能感知、无线通讯等技术,通过大量智能照明控制终端,实时、准确、全面地监控厂区的照明设备运行状况,实现对工厂不同性能车间室内外照明设备的智能化控制。
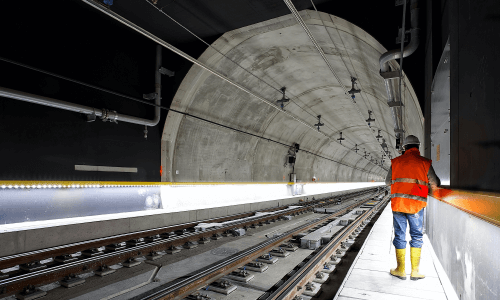
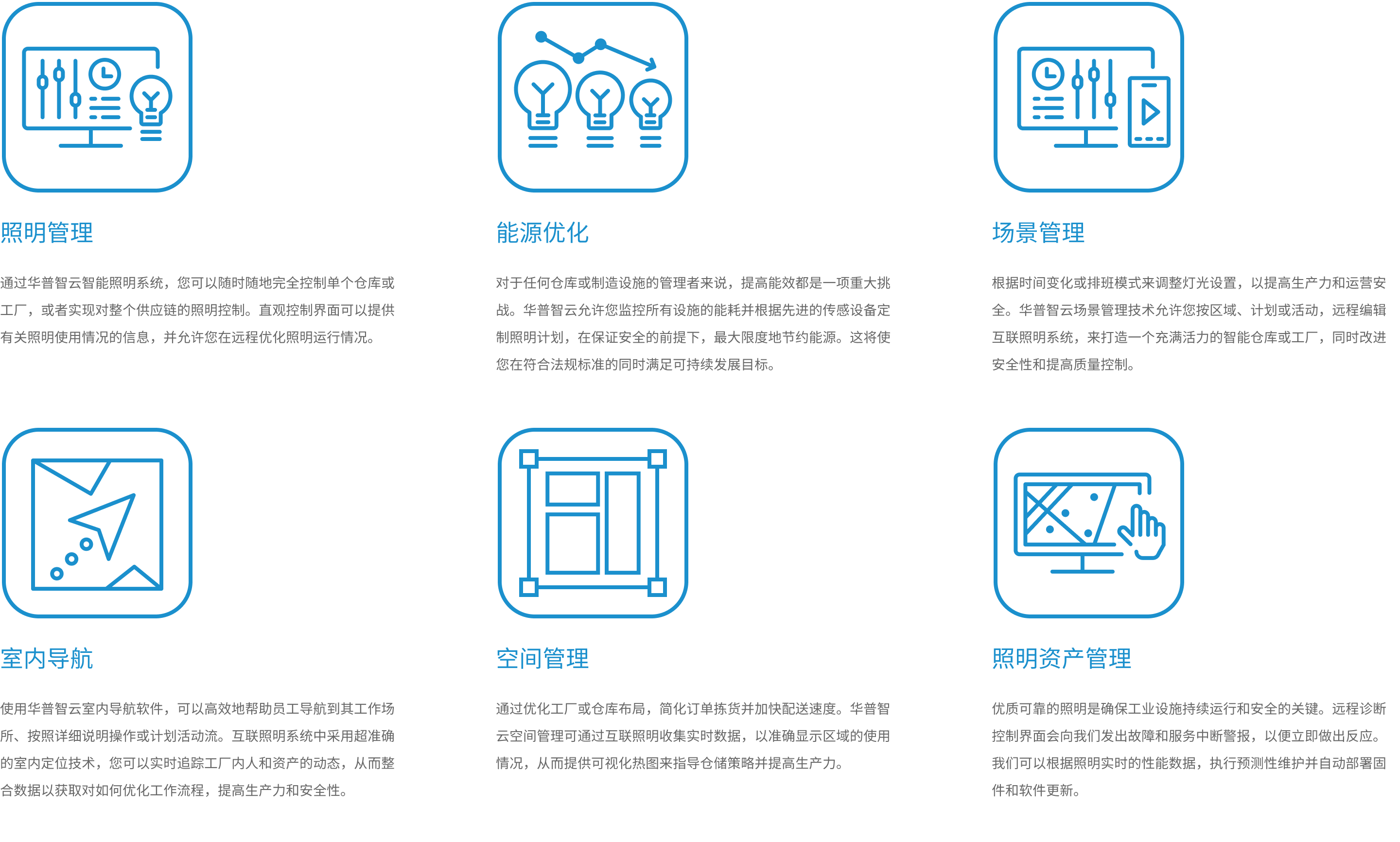
功能概述:
1、在线监测:24小时实时获取各式照明设备的用电量、总电量、开关状态等数据,并以一分钟一次的频率上传到云平台,并实时存储,生成曲线图,直观查看工厂的能耗详情;
2、智能控制:支持zigbee或Lora智能自动控制功能,可对各区域照明设备设置控制条件或控制模式,支持会客、外出、睡觉等模式,多条控制逻辑并行,控制逻辑、参数通过电脑监控平台进行远程设置调节,实时生效,根据实际情况及时开关灯;
3、集中监控:机械厂智能照明系统监测数据,支持接入监控中心大屏等终端设备,同时查看冶炼厂内所有子系统照明设备的监控运行数据,统一展示;
4、主动报警:当照明等设备数据出现异常或故障时,系统触发报警机制,通过微信消息通知、管理者手机电话、短信报警等方式,实现多重报警通知,防止漏报造成的事故隐患;
方案特点:
1.绿色节能:人走灯灭,科学合理照明,减少照明设备浪费;
2.提升管理能力:实时监测、在线控制、自定义场景模式,自动化调控食品厂照明管理,提升管理能力;









关注微信公众号